
Schweißkurse
für Anfänger und Fortgeschrittene.
Haltung beim Schweißen
Die Brennerhaltung ist von großer Bedeutung für das Gelingen einer guten Schweißnaht. Je nach Einsatz und Nahtform kann diese variieren. Wichtig bei allen Brennerhaltungen ist, dass der Elektrodenabstand stets in etwa gleich bleibt.
Schweißen einfach gemacht
Lernen Sie Schweißen bei Deutschlands führendem Spezialisten für Schweißen und Schneiden.
Besuchen Sie unseren Schweißkurse.
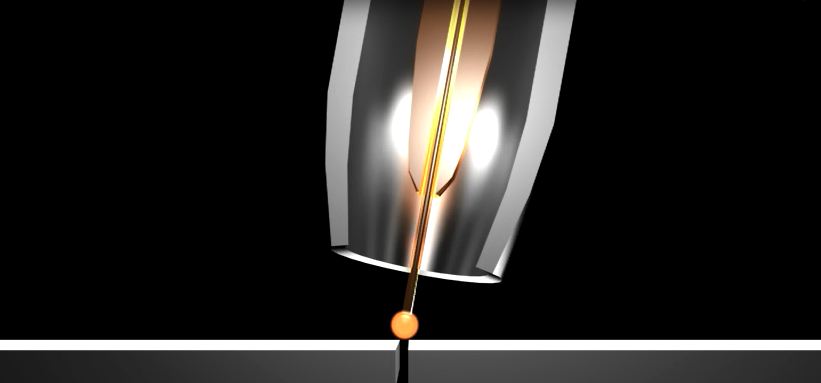
Brennerhaltung bei Stumpfnaht und Punktnaht
Bei einer Stumpfnaht und Punktnaht wird der Brenner üblicherweise senkrecht in einem Winkel von 80 – 90 Grad zum Werkstück geführt. Auch die seitliche Neigung bleibt senkrecht zum Werkstück.
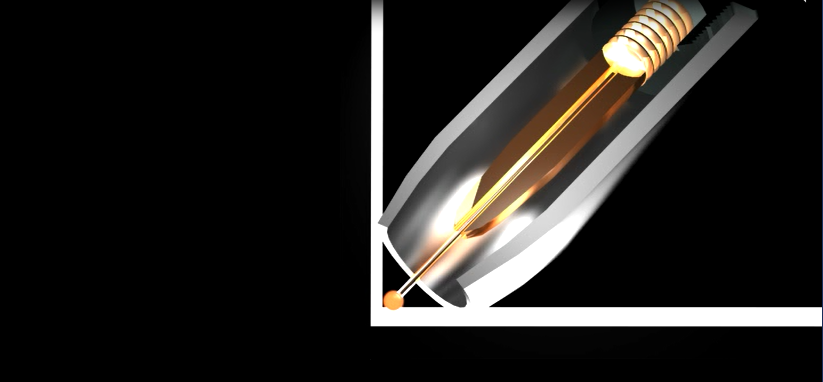
Stumpfnähte an Eckverbindungen werden ebenfalls in einem Winkel von 80 – 90 Grad zum Werkstück geführt und seitlich um etwa 45 – 40 Grad geneigt.

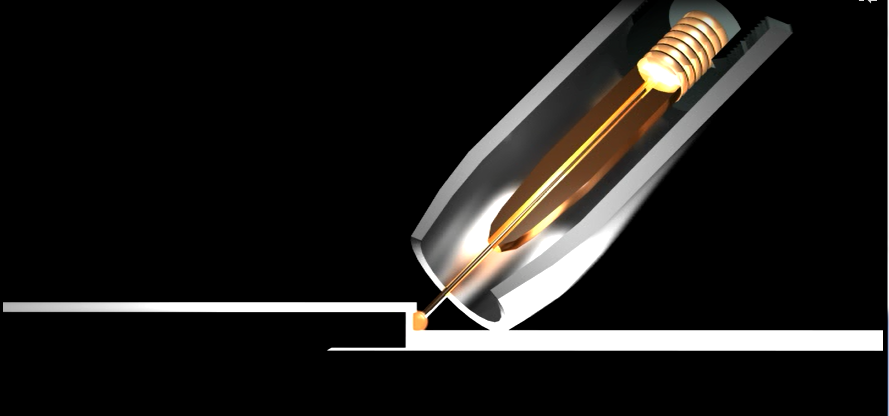
Brennerhaltung bei Kehlnaht
Bei der Kehlnaht wird der Brenner seitlich um 40 – 45 Grad geneigt und in einem Winkel von etwa 45 – 50 Grad geführt.
Dies gilt auch bei flachen Kehlnähten an dickeren Werkstücken.
Schweißpositionen
Man unterscheidet beim Schutzgasschweißen die unterschiedlichen Positionen der Brennerhaltung. Jede Position erzeugt einen unterschiedlichen Einbrand.
In der Regel kommt die waagerechte Position zum Einsatz.
Ferner spricht man von einer fallenden Schweißnaht (Fallnaht), wenn der Brenner von oben nach unten geführt wird.
Dabei entsteht eine Naht mit einem geringeren Einbrand, siehe Abbildung.
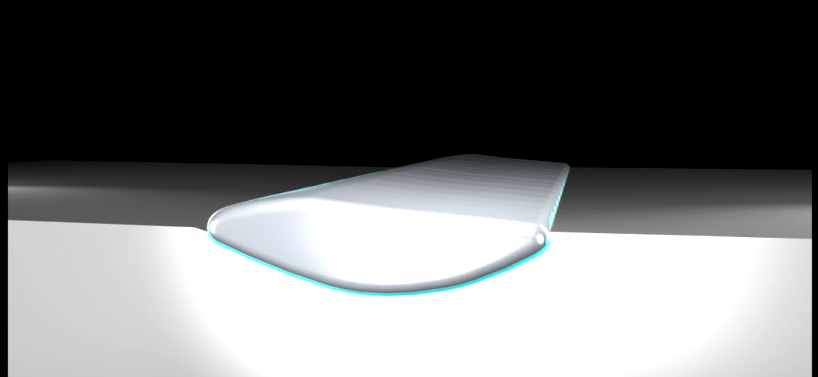
Führt man den Brenner von unten nach oben, spricht man von einer steigenden Schweißnaht (Steignaht).
Diese Naht ist stabiler, da ein tieferer Einbrand entsteht, siehe Abbildung.
Wird die Naht waagerecht an der Unterseite des Werkstücks geführt, spricht man von “überkopf”.
Schweißgeschwindigkeit
Auch die Geschwindigkeit, mit der der Brenner geführt wird, wirkt sich auf das letztendliche Resultat aus. In erster Linie steht die Geschwindigkeit, mit der der Brenner geführt wird, in Abhängigkeit zu seinem Drahtvorschub. Je schneller der Brenner geführt wird, desto höher muss der Drahtvorschub eingestellt sein.
Bei zu hoher Geschwindigkeit verringert sich die Einbrandtiefe.
Bei einer zu langsamen Brennerführung kann es passieren, dass sich zu viel Schmelze bildet, die sich voraus schiebt und abkühlt, bevor der Schweißdraht wieder geführt wird.
Übungen
Die richtige Brennerhaltung ist Übungssache. Hier finden Sie einige Übungen zum Einstieg:
Brennerhaltung – Übung 1
Um den Brenner zu stabilisieren, kann der Daumen als Stütze verwendet werden.

Übung: Setzen Sie am Ende eines zu verschweißenden Bleches einen Schweißpunkt.
Brennerhaltung – Übung 2
Der Brenner kann auch auf das Blech aufgelegt werden.

Übung: Setzen Sie einige Schweißpunkte und versuchen Sie verschiedene Winkel aus. Denken Sie daran, dass genügend Schweißschutzgas die Schweißstelle erreichen muss.